
by Sam Sherlock, Head of UK Corporate Account Management at SEFE Energy

Surging energy costs risk undermining the competitiveness of UK manufacturers by soaking up more operating budgets and sapping essential resources for investment, according to a recent report. Another, for Energy UK and the CBI, warns that rising energy bills are hampering UK manufacturing competitiveness with four in ten UK manufacturers planning to curb investment as a result.
Some help has materialised – the British Industrial Competitiveness Scheme (BICS) cutting energy bills for 10,000 manufacturers offers welcome relief. Yet while government financial support is welcome and a much-needed boost, this one-off payment alone will not solve the industry’s long-term energy challenges.
Manufacturing remains one of the UK’s most energy-intensive sectors, yet avoidable losses from inefficient equipment, heat loss and poorly optimised processes continue to push up costs for many businesses. If businesses were able to make all the improvements proposed to their industrial sites, the average reduction in energy usage could be as much as 25%. Even marginal planning or operational changes could therefore produce major efficiency gains, significantly reducing long-term energy costs.
Here are some steps that manufacturers could take to transform energy efficiency and alleviate the rising energy bills hobbling UK manufacturing competitiveness.

Energy audits – you can’t manage what you can’t see
An energy audit is one of the easiest ways to get visibility over baseline energy consumption and identify initial opportunities for savings. Yet only one in ten industrial firms have conducted any energy audits in the past five years. This leaves many manufacturers with significant blind spots over their energy use and waste.
For instance, outdated metering systems on many industrial sites fail to capture a full picture of energy usage, leading to missed opportunities for savings. Technologies such as smart meters and Automated Meter Reading (AMR) systems can offer different energy efficiency benefits, depending on the size and complexity of manufacturing operations. Smart meters are often better suited to SMEs and smaller plants, offering a straightforward way for manufacturers to gain a clear window into energy consumption, and day-to-day inefficiencies such as idle machines running overnight or inefficient heating, ventilation, and air conditioning (HVAC) systems. Smart meters can also give smaller manufacturers a clearer picture of their overall energy profile without the need for costly, complex infrastructure upgrades.
For larger consumers, closer engagement with suppliers can also help identify whether more advanced metering arrangements would deliver stronger visibility. For example, installing a National Grid daily metered logger and moving a site to Class 2 can provide similar data benefits to AMR, while potentially reducing Unidentified Gas (UIG) costs. However, this approach requires careful consideration, as it can carry additional read fees and may require more active supply offtake quantity (SOQ) management to avoid ratchet charges.
By contrast, Automated Meter Reading (AMR) systems can have advantages for large, complex industrial operations requiring more granular energy data across complex, diverse plants and processes. While AMR systems primarily offer one-way communication by automatically sending usage data to suppliers, they can be more seamlessly slotted into existing industrial energy management systems. These systems can help manufacturers monitor usage patterns more closely, manage spikes in demand and make smarter decisions around contracted capacity, such as SOQ for gas or kVA for power. With peak demand and capacity-related charges now accounting for up to 25-70% of an industrial energy bill, better visibility can help reduce non-commodity costs, avoid unnecessary capacity charges and free up capacity across the wider network.
The wider shift to smart energy management technology across manufacturing reflects the fact that energy data is no longer an operational extra but is rapidly becoming a key competitive differentiator. The IEA estimates that, for manufacturers with higher energy costs and lower margins, a 10% energy saving is equivalent to the profits from a 4%-16% increase in sales. This underlines the major potential commercial benefits of smart energy monitoring and management at a time of spiralling manufacturing costs.
Smart technologies to optimise operations
Once firms have identified opportunities for energy savings, the next step is to integrate technologies that optimise manufacturing energy use. Integrating systems such as smart meters into the wider building management system can further optimise building operations such as heating, ventilation and security, helping enhance energy use in real-time. For example, switching to LED lighting, which uses 80% less energy to produce the same amount of light as traditional halogen lightbulbs, can result in significant savings. Similarly, adopting motion sensors in high-traffic areas to ensure energy is only used when required.
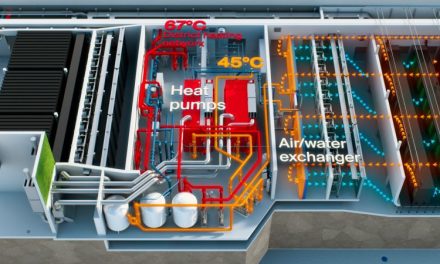
Larger tech investments such as onsite solar can provide secure, affordable electrical power, which can be combined with energy storage to align onsite supply with peak demand. This enables manufacturers to flatten costly peaks in consumption and purchase grid electricity at off-peak times when prices are lower. Battery energy storage even offers the opportunity to sell power back to the grid, transforming energy from a net cost into a revenue source. Additionally, combined heat and power (CHP) units which generate electricity and simultaneously captures and utilises the heat from electricity generation process can be used for other manufacturing processes such as heating, cooling, or further electricity generation, further reducing energy waste.
For those without the resources for large-sale energy management infrastructure, smaller, scalable solutions like smart thermostats and automated lighting can still deliver noticeable savings. More advanced applications are also gaining traction. For example, predictive maintenance can help manufacturers proactively improve equipment and processes to reduce energy waste and costs.
Flexible contracts
For those without the resources for large-scale infrastructure, flexible energy contracts can provide manufacturers with a more immediate, achievable route to managing costs. Rather than locking in a fixed price at a single point in time, these contracts give manufacturers the flexibility to purchase energy in stages, responding to price fluctuations.
This flexibility can be critical in the current climate of price volatility. However, while this approach does require a more active strategy and closer engagement with suppliers, different products can be tailored to suit varying levels of risk appetite, operational need and wider energy strategy. This provides a level of control that fixed contracts cannot.
Building resilience beyond bill relief
In today’s economic climate, where manufacturers are balancing cost pressures with the need to invest and remain competitive, schemes like BICS provide welcome support. But lasting resilience will also depend on the steps businesses take within their own operations. By improving visibility through audits, adopting smart technologies and exploring more flexible procurement and self-generation strategies, manufacturers can make energy work harder for their business. This means moving beyond short-term cost control towards a more efficient, resilient, and competitive manufacturing base.
Learn more SEFE Energy
Click here for more energy management news: https://essmag.co.uk/category/energy-demand/


{kind=link}